電話:18859369699
紙箱壓線開槽成型誤差的分析
作者:寧德彩印包裝 發(fā)布時間:2024-11-27 17:49:00
主要是指紙箱尺寸有偏差、剪刀差(不齊邊)以及開槽口切斷深度超過所需尺寸。
其中深度超差多數(shù)是由于操作失誤造成的,是可以避免的。
但是影響紙箱尺寸偏差和剪刀差的原因比較多,并且是相互關(guān)聯(lián)和影響的。
下面通過分析可以找到造成紙箱成型誤差的關(guān)鍵因素,從而找到解決問題的途徑和方法,以下逐項展開分析:
壓痕線是引起紙箱成型尺寸誤差的主要原因,它的好壞可以細分為以下四種:
1.壓線的位置
2.壓線間的平行度
3.壓線的深度
4.壓線的線形狀
這四種因素都會不同程度地影響紙箱的成型尺寸誤差,需要特別說明的是這里所指的尺寸誤差是指無規(guī)律不確定的偏差。
若是確定有規(guī)律的偏差是可以通過調(diào)整尺寸來修正的。
壓線因素的影響主要是指所壓的線在瓦楞波形的哪個位置上。
如圖所示,壓痕線中心可能處于楞形的波峰、波谷或波形斜面位置。壓線處在不同的位置,紙箱成型時就會有不同的狀況。
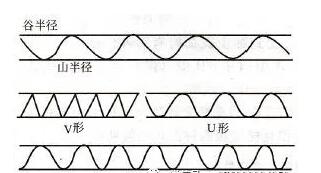
當壓線處于干波峰或波谷位置時紙箱成型的狀況是比較穩(wěn)定的,而處于斜面的位置時紙箱的成型狀況會有不同的變化。
壓線能夠處于瓦楞坑形的實際位置的變化,在加工過程中是很難控制的。
補救措施就是將壓線附近的附近瓦愣坑破壞壓平掉,以減輕其影響。 因此在壓線之前的瓦楞坑的壓潰破壞是必不可少的,所以預(yù)壓線輪又被稱作破壞輪正是這個原因。
要想把壓線的狀況處理好,是很不容易的,目前我也還在琢磨中,同很多資深的開機師傅探討過,也做了很多的調(diào)整,會有一些改善,但還需要進一步的深入。
相關(guān)標簽:福安紙箱廠家,福安紙箱包裝,福安禮盒包裝,福安彩印包裝